Качество проверенное временем
О компании

Водоподготовка и системы водоподготовки: проектирование, изготовление, монтаж, сервисное обслуживание.
Установки, предлагаемые компанией "Азов", которая является одним из лидеров производства высокоэффективных систем водоподготовки, могут быть использованыдля защиты от накипи и коррозии:
- котлов
- теплообменников
- компрессоров в промышленных предприятиях
Эксплуатационные затраты по водоподготовке 10 куб.м/час подпиточной воды ионообменным способом, с учетом деаэрации, составляют 2 592 000 руб/год. Эксплуатационные затраты по водоподготовке 10 куб.м/час подпиточной воды электрохимическим способом составляют 25 200 руб/год.
Таким образом, годовая экономическая эффективность по замене ионообменного способа подготовки на электрохимический (при объеме подготовки 10 куб.м/час) составит около 2 500 000 руб/год.
Экономическая эффективность по сравнению с другими способами водоподготовки может быть оценена на базе показателя эксплуатационных затрат. Эксплуатационные затраты на использование электрохимического способа водоподготовки составляют не более 0,5 руб/куб.м.
ПЕРЕЧЕНЬ ДАННЫХ
для подбора антинакипного электрохимического аппарата марки АЭ-А
- Котельная - вновь вводимая в действие или действующая?
- Тепловая мощность котельной.
- Тип котлов (указать водотрубный или жаротрубный), количество, число котлов в работе.
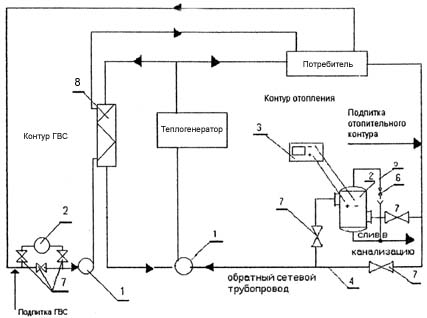
- Принципиальная схема котельной (пример см. на Рисунке 1) с указанием:
- а) назначения (контур горячего водоснабжения - ГВС или контур отопления)
- б) основного оборудования (котлы, теплообменники, насосы, баки-аккумуляторы и т.д.)
- Производительность сетевых насосов, их марка, количество, число работающих насосов.
- Давление воды в прямой и обратной сетевых линиях.
- Диаметр сетевых трубопроводов.
- Температурные режимы работы котельной.
- Объем подпитки системы сырой водой.
- Качество сырой воды (рН, жесткость общая, жесткость кальциевая, жесткость карбонатная (щелочность), сухой остаток).
- Существующая система водоподготовки в котельной.
Рисунок 1
Принципиальная схема подключения антинакипных аппаратов типа АЭ-А в 2-хконтурной системе теплоснабжения
Условные обозначения:
- сетевой насос
- аппарат АЭ-А
- блок питания
- байпасная линия
- линия отвода ПВС
- вентиль
- задвижка
- теплообменник
ПЕРЕЧЕНЬ ДАННЫХ
для подбора антинакипного электрохимического аппарата марки АЭ-О
- Водооборотная система, вновь вводимая в действие или действующая?
- Суммарная производительность действующих сетевых насосов на линии подачи охлажденной воды потребителю (после аванкамеры охлажденной воды).
- Тип котлов (указать водотрубный или жаротрубный), количество, число котлов в работе.
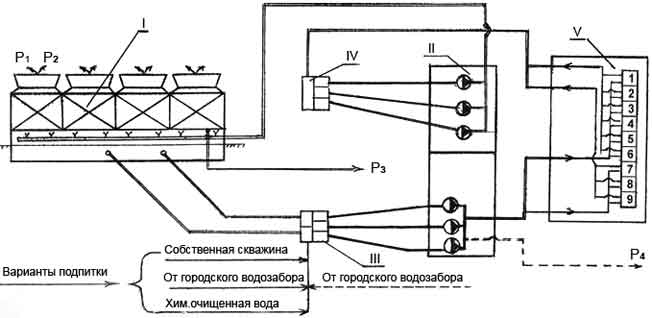
- Принципиальная схема (пример см. на Рисунке 2) водооборотной системы с указанием конкретного потребителя, температуры, поддерживаемой в энергоустановке (компрессор, реактор, теплообменник и т.д.), температуры охлаждающей воды на входе в энергоустановку и температуры сетевой воды после установки.
- Количество и отметка на схеме энергоустановок, потребляющих оборотную воду (для уточнения места установки аппаратов).
- Давление в трубопроводах охлажденной и нагретой воды.
- Диаметр сетевых трубопроводов.
- Объем подпитки сырой водой (городской водозабор или техническая вода из скважины).
- Качество подпиточной воды (рН, жесткость общая, жесткость кальциевая, жесткость карбонатная, щелочность, сухой остаток).
- Если водооборотная система уже существующая, то необходимы показатели сетевой воды, указанные в пункте 8, а также, как минимум, микробиологический анализ по общему микробиологическому числу.
- Если действующая система на объекте нефтехимического профиля, то к показателям пунктов 8 и 9 добавляется анализ на содержание нефтепродуктов или других специфических веществ.
- Если в действующей водооборотной сети есть какая-либо другая система водоподготовки, то необходимо указать ее принцип работы, эффективность, место привязки.
Рисунок 2
Принципиальная схема водооборотной системы
Условные обозначения:
- I – Блок градирен распылительного типа
- II – Насосная
- III – Заглубленная камера холодной воды
- IV - Заглубленная камера нагретой воды
- V – Компрессорная станция или другой потребитель
- 1,2,3,4,5,6,7,8,9 – Теплообменники-охладители к компрессорам
- Р1 – Испарение
- Р2 – Брызгоунос
- Р3 – Продувочный сброс в канализацию
- Р4 - Продувочный сброс на нужды другого производства
Наши преимущества
мобильность

сотрудничества
Наши партнеры
За все время нашей работы мы успешно сработались со многими предприятиями, которые теперь являются нашими друзьями и хорошими партнерами по бизнесу!
















Сертификаты, дипломы и медали